MIL-DTL-45912B
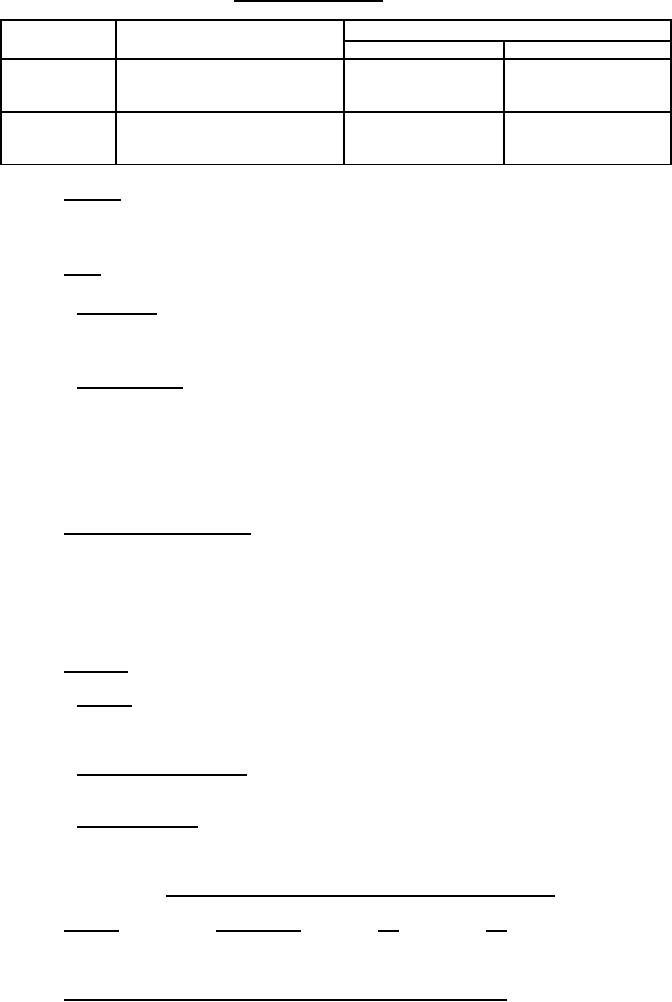
TABLE II. Mechanical Properties.
Bolt Size - Inches
Composition
Properties
Up to 1" Inclusive
Over 1"
Tensile Strength PSI Min
120,000
105,000
A
Proof Load PSI
85,000
74,000
Hardness Rockwell C Range
25-34
19-30
Tensile Strength PSI Min
150,000
150,000
B
Proof Load PSI
120,000
120,000
Hardness Rockwell C Range
32-38
32-38
3.5 Threads. Threads shall be UNC or UNF, class 2A, as specified on the applicable Military
standard in accordance with FED-STD-H28/2. Acceptability of threads shall be in accordance with
FED-STD-H28/20, system 22.
3.6 Head.
3.6.1 Head Taper. The taper of the head (angle between one side or sides of the head and the
axis of the fastener) shall not exceed 2 degrees, with the specified width across the flats being the
largest dimensions.
3.6.2 Bearing surface. The bearing surface of the head shall be at right angles to the axis of
the body within 2 degrees for bolt sizes up to and including one inch and within 1 degree for bolt
sizes larger than one inch. The bearing surface of the head shall be concentric with the axis of the
body within 3 percent of the maximum width across the flats. The diameter of bearing surface shall
be equal to 95 percent of maximum width across flats within plus or minus 5 percent.
4. VERIFICATION
4.1 Responsibility for inspection. Unless otherwise specified in the contract or purchase
order, the supplier is responsible for the performance of all inspection requirements as specified
herein. Except as otherwise specified in the contract or order, the supplier may use his own or
any other facilities suitable for the performance of the inspection requirements specified herein,
unless disapproved by the Government. The Government reserves the right to perform any of the
inspections set forth in the specification where such inspections are deemed necessary to assure
supplies and services conform to prescribed requirements.
4.2 Sampling.
4.2.1 Lot Size. A lot shall consist of all bolts of the same size, composition, protective finish
and thread produced under essentially the same conditions and submitted for inspection at one
time.
4.2.2 Sampling for examination. A random sample of bolts shall be taken from each lot in
accordance with Inspection Level II of ASQ Z1.4.
4.2.3 Sampling for tests. A random sample of bolts shall be taken from each lot in
accordance with Table III. Any bolt which fails to pass any of the tests shall be a defective and
cause for rejection of the entire lot represented.
TABLE III. Sample Size and Acceptance Ł Rejection Number for Test.
Lot Size
Sample Size
AC
RE
2 Ł 50
2
0
1
51 Ł 500
3
0
1
501 Ł 35000
5
0
1
35000 Ł over
8
0
1
4
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business